جوشکاری سرب فرایندی تخصصی است که برای اتصال قطعات سربی به کار میرود و عمدتاً در صنایع لولهکشی، ساخت باتری، صنایع شیمیایی و رادیولوژیکی کاربرد دارد. از آنجا که سرب فلزی نرم، سنگین و دارای نقطه ذوب پایین (حدود ۳۲۷ درجه سانتیگراد) است، جوشکاری آن نیاز به دمای بالا ندارد اما مهارت و دقت زیادی میطلبد تا از بروز عیوب مانند ترک یا تخلخل جلوگیری شود. معمولاً از روشهایی مانند لحیمکاری سخت یا جوشکاری گازی (اکسیاستیلن) برای این کار استفاده میشود. به دلیل سمی بودن بخارات سرب، استفاده از تهویه مناسب و تجهیزات ایمنی، مانند ماسک تنفسی، در حین جوشکاری الزامی است. برای انجام موفق جوشکاری سرب و تامین به موقع مواد اولیه و خرید آهن با کیفیت از منابع معتبر اهمیت زیادی دارد. در این زمینه خرید از آهنرسان گزینهای مطمئن است که امکان خرید اعتباری آهنآلات را هم فراهم میکند. برای مشاوره و انتخاب بهترین محصولات، میتوانید با کارشناسان فروش آهنرسان (05131916 ☎) تماس بگیرید.
جوشکاری سرب خشک چیست؟
جوشکاری سرب خشک نوعی روش اتصال قطعات سربی است که در آن از حرارت مستقیم برای ذوب کامل سطح کار استفاده نمیشود، بلکه از گرمای کنترلشده یا لحیمکاری با دمای پایینتر بهره گرفته میشود تا قطعات بدون ایجاد حوضچهی مذاب عمیق به یکدیگر متصل شوند. در این روش برخلاف جوشکاری مرطوب یا جوشکاری معمولی که از فلاکس یا روانساز استفاده میشود، عملیات جوش بدون افزودن مواد واسطه انجام میشود و هدف، اتصال سطحی دقیق و تمیز است. این روش معمولاً در مواقعی کاربرد دارد که نیاز به جوش ظریف، بدون آلودگی یا پاشش اضافی وجود دارد؛ مثلاً در ساخت تجهیزات پزشکی یا صنایع حساس به خوردگی. همچنین به دلیل عدم استفاده از آب یا خنککننده، به آن “خشک” گفته میشود.
رعایت نکات ایمنی بهویژه در برابر بخارات سمی سرب در این روش نیز الزامی است. در برخی پروژهها، بهویژه هنگام اتصال سرب به دیگر فلزات، آشنایی با تکنیکهای جوشکاری فلزات آهنی میتواند مفید باشد. همچنین، اطلاع از قیمت ورق سربی پیش از شروع عملیات، به برآورد دقیقتر هزینهها کمک میکند. برای تهیه ورق سربی و سایر آهنآلات مورد نیاز، میتوانید از خدمات آهنرسان استفاده کنید و جهت مشاوره تخصصی با کارشناسان فروش در آهنرسان (05131916 ☎) تماس بگیرید.
نکات مهم در زمان جوشکاری سرب خشک
در زمان جوشکاری سرب خشک رعایت نکات زیر بسیار مهم است تا هم ایمنی حفظ شود و هم کیفیت اتصال افزایش یابد:
- تهویه مناسب محیط: بخارات سرب بسیار سمی هستند؛ بنابراین حتماً باید از سیستم تهویه قوی یا هواکش موضعی استفاده شود.
- استفاده از تجهیزات ایمنی: ماسک تنفسی مخصوص، دستکش مقاوم، عینک محافظ و لباس کار الزامی است تا از تماس مستقیم با سرب و استنشاق بخارات جلوگیری شود.
- آمادهسازی سطح: سطح قطعات باید کاملاً تمیز، بدون اکسید، چربی یا آلودگی باشد تا اتصال خوب و یکنواخت ایجاد شود.
- کنترل دقیق دما: از آنجا که سرب نقطه ذوب پایینی دارد، حرارت نباید بیش از حد باشد تا از ایجاد حفره، سوختگی یا تبخیر شدید فلز جلوگیری شود.
- عدم استفاده از فلاکس: در جوشکاری خشک از هیچگونه روانساز یا فلاکس استفاده نمیشود، بنابراین مهارت در کنترل حرارت و موقعیت ابزار بسیار مهم است.
- دور نگهداشتن منابع آتشزا: سرب در دمای بالا میتواند بخارات خطرناک تولید کند، بنابراین تجهیزات گرمایشی باید با دقت کنترل شوند.
- دفع صحیح ضایعات: ضایعات و قطعات آلوده به سرب باید طبق دستورالعملهای زیستمحیطی جمعآوری و دفع شوند.
نحوه انتخاب و استفاده از ابزار جوشکاری سرب
نحوه انتخاب و استفاده از ابزار جوشکاری سرب نیازمند دقت بالا و درک ویژگیهای خاص این فلز نرم و سمی است. آشنایی با ترفندهای جوشکاری نیز میتواند به بهبود کیفیت اتصال و کاهش خطاهای رایج کمک کند. در ادامه، مهمترین نکات در این زمینه آورده شده است:
انتخاب ابزار مناسب:
- دستگاه جوش کمحرارت (مثل جوش گازی یا لحیمکاری سخت): چون سرب نقطه ذوب پایینی دارد (حدود ۳۲۷°C)، نیازی به دستگاههای جوش با دمای بالا نیست.
- سرپیکهای کوچک با شعله قابل کنترل: برای جلوگیری از سوختگی یا تبخیر سرب.
- سیم جوش سربی خالص یا آلیاژی مناسب: بسته به نوع کاربرد و ضخامت قطعه.
- سوهان یا برس فلزی نرم: برای تمیز کردن سطح قبل از جوشکاری.
- ماسک تنفسی فیلتردار مخصوص بخارات فلزی: چون بخارات سرب بسیار خطرناکاند.
- دستکش و لباس محافظ ضد مواد شیمیایی: برای جلوگیری از تماس پوستی.
نحوه استفاده صحیح:
- آمادهسازی سطح: تمام آلودگیها، زنگزدگی و چربی را از سطح قطعه پاک کنید تا جوش تمیز و یکنواخت حاصل شود.
- تنظیم دقیق شعله یا حرارت: شعله باید نرم، یکنواخت و با دمای کنترلشده باشد تا از ذوب بیش از حد یا پاشش جلوگیری شود.
- فاصله مناسب نوک ابزار تا سطح کار: فاصله باید بهگونهای تنظیم شود که فقط ناحیه جوش گرم شود، نه اطراف آن.
- حرکت یکنواخت و پیوسته: برای جلوگیری از ایجاد ترک یا تخلخل در محل جوش.
- تهویه فعال و مناسب: در طول فرایند، هوای محیط باید بهخوبی تخلیه شود.
انواع اتصالات در جوشکاری سرب
در جوشکاری سرب، مانند سایر فلزات، انواع مختلفی از اتصالات استفاده میشود که هر کدام بسته به نوع کاربرد، ضخامت قطعات و محل اجرا انتخاب میشوند. در ادامه رایجترین انواع اتصالات در جوشکاری سرب معرفی میشود:
1. اتصال لب به لب: دو قطعه به صورت همسطح از لبه به یکدیگر متصل میشوند. این نوع اتصال برای سطوح صاف و بدون زاویه کاربرد دارد و در لولهکشی و صفحات سربی رایج است.
2. اتصال روی هم: در این روش، یکی از قطعات روی دیگری قرار میگیرد و از محل همپوشانی جوش داده میشود. این نوع اتصال برای افزایش استحکام و کاهش نشتی در کاربردهای صنعتی بسیار مناسب است.
3. اتصال گوشهای: دو قطعه در زاویه ۹۰ درجه نسبت به هم قرار میگیرند و در گوشه مشترک جوش میخورند. در ساخت محفظهها یا جعبههای سربی استفاده میشود.
4. اتصال تیشکل: یک قطعه بهصورت عمودی بر روی قطعه دیگر قرار گرفته و در محل تقاطع جوشکاری میشود. این نوع اتصال در سازههای تقویتشده کاربرد دارد.
5. اتصال لبهای: لبههای دو قطعه در کنار هم قرار میگیرند و از یک طرف یا دو طرف جوشکاری میشوند. این روش برای ورقهای نازکتر و قطعات با تماس محدود کاربرد دارد.

گازهای مورد استفاده در جوشکاری سرب
در جوشکاری سرب، به دلیل نقطه ذوب پایین این فلز (حدود ۳۲۷ درجه سانتیگراد) نیاز به گازهایی با دمای شعله قابل کنترل و مناسب است که مهمترین گازهای مورد استفاده در جوشکاری سرب به شرح زیر هستند.
| گاز استیلن (C₂H₂) |
|
| گاز اکسیژن (O₂) |
|
| گاز پروپان (C₃H₈) |
|
روشهای جوشکاری سرب
جوشکاری سرب به دلیل ویژگیهای خاص این فلز، مانند نقطه ذوب پایین، نرمی زیاد و سمی بودن بخارات، نیازمند استفاده از روشهای خاص و کنترلشده است. انتخاب روش مناسب جوشکاری بستگی به نوع کاربرد، ضخامت قطعه، دقت مورد نیاز و شرایط محیطی دارد. در ادامه به مهمترین روشهای مورد استفاده برای جوشکاری سرب اشاره میشود.
1. جوشکاری سرب به روش هواگاز
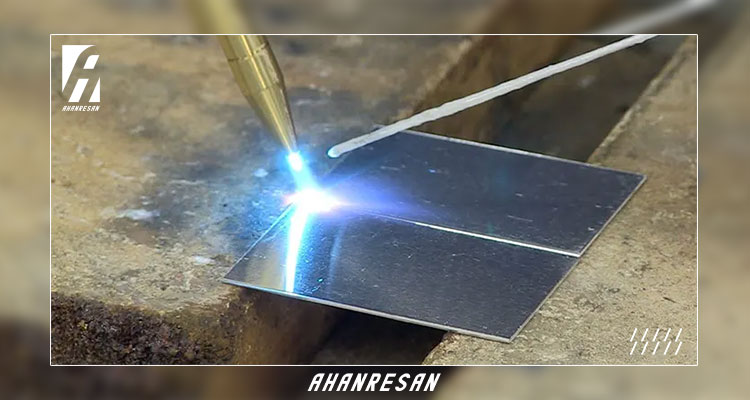
جوشکاری سرب به روش هواگاز یکی از رایجترین و مؤثرترین روشها برای اتصال قطعات سربی است. در این روش از ترکیب گاز اکسیژن و گاز سوختنی (معمولاً استیلن یا پروپان) برای تولید شعلهای با دمای کنترلشده استفاده میشود که بهخوبی با ویژگیهای سرب سازگار است. به دلیل نقطه ذوب پایین سرب (حدود ۳۲۷ درجه سانتیگراد)، این روش امکان ذوب یکنواخت و بدون آسیب به ساختار فلز را فراهم میکند. استفاده از شعله ملایم و کنترل دقیق دما برای جلوگیری از تبخیر سرب و تولید بخارات سمی بسیار مهم است. این روش بیشتر در لولهکشیهای سربی، ساخت مخازن، پوششهای ضداسید و کارهای تعمیراتی بهکار میرود و نیازمند مهارت بالا و رعایت کامل نکات ایمنی است.
2. جوشکاری سرب با فلزات ناهمجنس
جوشکاری سرب با فلزات ناهمجنس به دلیل تفاوتهای قابل توجه در خواص فیزیکی و شیمیایی فلزات، از جمله نقطه ذوب، ضریب انبساط حرارتی، و واکنشپذیری، یکی از چالشبرانگیزترین انواع جوشکاری است. سرب، بهعنوان فلزی نرم با نقطه ذوب پایین و بخارات سمی، در برابر فلزاتی مانند مس، فولاد یا آلومینیوم رفتار متفاوتی نشان میدهد. برای ایجاد اتصال مناسب، معمولاً از روشهایی مانند لحیمکاری سخت یا نرم با استفاده از فلزات پرکننده خاص و روانساز (فلاکس) استفاده میشود تا پیوند فلزی یکنواختی شکل گیرد. انتخاب دقیق آلیاژ لحیم و کنترل دما برای جلوگیری از ترک، خوردگی گالوانیکی و کاهش استحکام جوش ضروری است. همچنین رعایت تهویه و ایمنی در هنگام کار با فلزات ناهمجنس بهویژه هنگام جوشکاری با سرب، الزامی است.
مزایای جوشکاری سرب
مزایای جوشکاری سرب باعث شده این روش در برخی صنایع خاص همچنان کاربرد داشته باشد، بهویژه در پروژههایی که نیاز به مقاومت شیمیایی و دوام بالا دارند. مهمترین مزایا عبارتند از:
- مقاومت بالا در برابر خوردگی: سرب ذاتاً در برابر بسیاری از اسیدها و مواد شیمیایی خورنده مقاوم است؛ بنابراین اتصالات جوشکاریشده آن نیز دوام بالایی در محیطهای شیمیایی دارند.
- انعطافپذیری بالا: سرب فلزی نرم و چکشخوار است که جوشکاری آن را (در صورت رعایت دما و شرایط مناسب) سادهتر از بسیاری فلزات سختتر میکند.
- نقطه ذوب پایین: دمای پایین ذوب سرب (حدود ۳۲۷°C) باعث کاهش مصرف انرژی در فرآیند جوشکاری و تسهیل در ذوب و اتصال میشود.
- قابلیت شکلدهی پس از جوش: قطعات سربی حتی پس از جوشکاری نیز بهراحتی قابل برش، خمکاری یا فرمدهی هستند، بدون اینکه پیوند جوش دچار ترک یا شکست شود.
- کاربرد در صنایع خاص: جوشکاری سرب در صنایع باتریسازی، پوششدهی مخازن، محافظت در برابر اشعه (رادیولوژی و هستهای) و خطوط انتقال مواد شیمیایی بسیار مفید و ضروری است.
جمعبندی
جوشکاری سرب فرآیندی تخصصی و حساس است که به دلیل ویژگیهای منحصربهفرد این فلز مانند نقطه ذوب پایین، نرمی بالا و سمی بودن بخارات، نیازمند دقت، مهارت و رعایت نکات ایمنی ویژه است. انتخاب روش مناسب جوشکاری و استفاده از ابزار و گازهای کنترلشده، همراه با تهویه مناسب و تجهیزات حفاظتی، از جمله الزامات اصلی این کار به شمار میآید. با وجود چالشها، جوشکاری سرب به دلیل مقاومت بالا در برابر خوردگی و قابلیت شکلدهی پس از جوش، در صنایع خاصی همچون باتریسازی، لولهکشی و حفاظت رادیولوژیکی کاربرد گستردهای دارد و با رعایت استانداردهای ایمنی، میتوان اتصالاتی با کیفیت و دوام بالا ایجاد کرد.
سوالات متداول
۱. جوشکاری سرب چیست و چه کاربردهایی دارد؟
جوشکاری سرب فرآیند اتصال قطعات سربی با استفاده از حرارت کنترلشده است که عمدتاً در باتریسازی، لولهکشی و صنایع شیمیایی کاربرد دارد.
۲. چرا جوشکاری سرب نیاز به دقت و مهارت بالا دارد؟
به دلیل نقطه ذوب پایین سرب و سمی بودن بخارات آن، کنترل دما و رعایت نکات ایمنی بسیار حیاتی است.
۳. چه روشهایی برای جوشکاری سرب وجود دارد؟
روشهای رایج شامل جوشکاری گازی (اکسیاستیلن)، لحیمکاری سخت و نرم، جوشکاری خشک و هوای گرم هستند.
۴. بهترین گاز برای جوشکاری سرب کدام است؟
ترکیب گاز استیلن و اکسیژن (اکسیاستیلن) بیشترین کاربرد را دارد، اما گاز پروپان نیز در برخی موارد استفاده میشود.
۵. آیا میتوان سرب را با فلزات ناهمجنس جوش داد؟
بله، معمولاً با استفاده از لحیمکاری و فلزات پرکننده خاص انجام میشود که نیازمند کنترل دقیق دما و انتخاب آلیاژ مناسب است.
۶. چه نکات ایمنی در جوشکاری سرب باید رعایت شود؟
استفاده از ماسک تنفسی، تهویه مناسب، دستکش و لباس محافظ و جلوگیری از استنشاق بخارات سمی از اهمیت بالایی برخوردار است.
